刀轨类型选择
1.等高切削等高切削通常也称为层铣,它按等高线一层一层地加工,来移除加工区域的加工材料。如UG NX中的型腔铣、平面铣都属于等高切削。在零件加工中,绝大部分的粗加工操作都是采用等高切削,直壁或者斜度不大的侧壁的精加工也适合采用等高切削。
2.投影切削投影切削是一种精加工的刀轨形式,刀具路径是经由投影驱动点到零件表面而产生。其中的驱动点则是由曲线、边界、表面与曲面等各种几何图形形成。
3.钻孔加工直接以图形上的点定义加工点位置,通常支持各种标准钻孔、搪孔及攻牙方式;并支持各式控制器之标准循环输出模式。钻孔加工特别适用于大量孔加工的程序编制。
4.插式铣削插式铣削也称钻铣加工或直捣式加工,当加工较深的工件时可以使用两刃插铣以钻铣的方式快速粗加工,这是加工效率最高的去除残料的加工方法,钻铣完成后,可以同时选用以插刀的方式对轮廓进行精铣。
5.曲线加工曲线加工是生成切削三维曲线的刀具轨迹,也可以将曲线投影到曲面上进行沿投影线的加工。通常应用在生成型腔的沿口,以及刻字等。由于其直接沿曲线进行插补,所以路径长度最短。切削模式设置针对相同的刀轨形式还可以选择不同的走刀方式,通常切削有平行切削、环绕切削、螺旋切削、放射切削等,如在等高加工的粗加工中,有平行切削、环绕切削、素材环切等选择,而在轮廓铣削中一般会有平行、环绕、放射等选择。合理地选择走刀方式,可以在相同加工时间的情况下,获得更好的表面加工质量。
1.平行切削平行切削也称为行切法加工,平行切削是指刀具以平行走刀的方式切削工件,可以选择单向或往复两种方式,并且可以指定角度。角度指生成的刀位行与X轴的夹角。
2.跟随周边跟随周边也称为环绕切削,以绕着轮廓的方式清除素材,并逐渐加大轮廓,直到无法放大为止。如此可减少提刀,提升铣削效率。
3.跟随部件跟随部件也称为毛坯环切,在等高加工的粗加工中应用,它按照成型部分等距离偏移,直到到达中心或边界。
4.螺旋切削刀具路径从中心以螺旋方式向内或向外移动,螺旋切削的横向进刀则是平滑地向外部螺旋展开,没有路径方向上的突然改变。
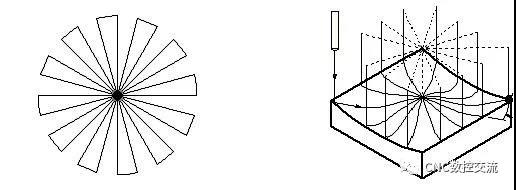
5.径向线切削径向线切削也称为放射加工,刀具由零件上任一点或者指定的空间点,沿着向四周散发的路径加工零件。